压滤机的操作与使用
泊头市赛腾铸造机械为您讲解一下压滤机的操作与使用:
1、每班开机前应察看换班记录,掌握压滤机的工作状况,严禁设备带故障运行。
2、压滤机应在正常的压紧压力与入料压力下工作。压紧压力偏低,入料压力偏高都会导致压滤机喷料。
3、禁止在小于规定滤板数量情况下开机操作,以免造成事故。
4、滤布安装应平整,不许折叠,不许有异物,以免造成喷料。当发现滤液浑浊时证明滤布已经破损,应及时更换无破损的新滤布。
5、人工辅助卸料时应用近机设置的手持按钮盒控制滤板拉开,禁止在自动状态下进行人工辅助卸料。人工辅助卸料主要用于处理滤板密封面上的泥饼,尤其是滤板下部边缘密封面。密封面上的泥饼不及时处理的危害是:压坏塑料滤板的密封面、喷料,严重时将造成尾板或滤板倾斜,造成整机的不稳定性。
6、在正常入料条件下,当发现滤饼水分加大,或卸料时滤布沾滤饼、卸不干净,说明滤布过滤效果变差,应立即停机清洗滤布。不及时清洗滤布的直接后果是恶化压滤机的工作状态,损坏滤板、滤布及滤布压圈。一般情况下应安排每班次对滤布进行一次高压水清洗工作。
7、建议制订滤布清洗制度,每班清洗一次滤布。清洗的方法是:用手持按钮控制盒操作,依次拉开滤板,同时启动滤布清洗水泵,人工手持高压喷枪清洗滤布表面。
8、发现滤液跑混,说明滤布或滤布压圈有损坏,需要在下一循环前更换好。同时应用高压水把滤板上星点凸台之间的滤水槽冲洗干净,恢复滤板正常的滤水功能。否则,压滤机滤板将因腹板承受偏压而损坏。
9、滤板腹板断裂,一般是因承受偏压所致。正常情况下,滤板腹板两侧的滤饼是一样厚的,腹板的受力是平衡的。但是,当腹板的一侧因滤布破损或压圈密封不好导致过滤不正常(料浆不经过滤直接跑到滤布背面,滤板上星点凸台之间的水槽堵塞)时,这种平衡即被打破。一侧过滤成饼,而另一侧不过滤不成饼。过滤一侧滤饼在泵压作用下,不断过滤,不断成饼,当滤饼厚度超过设计厚度时,滤饼挤压腹板向不过滤一侧变形(腹板承受偏压)。当过滤结束,滤板开框卸料后,这一变形消失。而当重新入料,这一变形又重新出现。因此,不解决滤室密封问题,滤板腹板将继续承受交变应力的作用。会因交变应力的作用产生疲劳裂纹,裂纹扩展,直至断裂。
10、如发现滤饼偏薄,应适当延长入料时间。如发现卸料困难,也应适当延长入料时间。
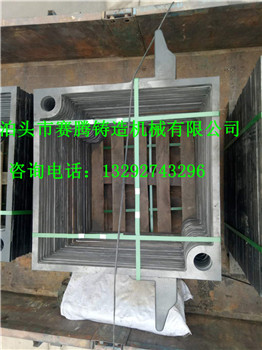
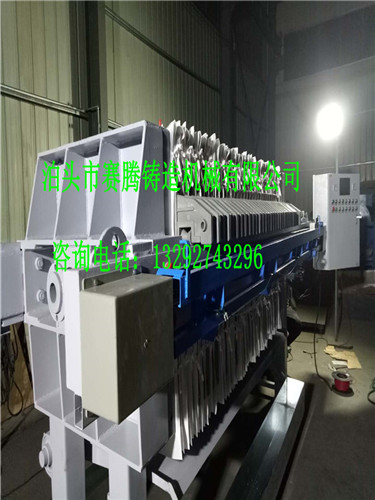
压滤机图片: